Il 39NiCrMo4 è un acciaio legato da bonifica, molto resistente e tenace, ideale per componenti sottoposti a carichi dinamici, torsioni e fatica. Ha buone caratteristiche di lavorabilità e ottima risposta ai trattamenti termici (come la nitrurazione o la tempra).
Geometria di partenza: tondo pieno
La lavorazione inizia da barra tonda, il che implica lavorazioni principalmente per asportazione di truciolo, sia in tornitura che in fresatura.
Caratteristiche tecniche del pezzo:
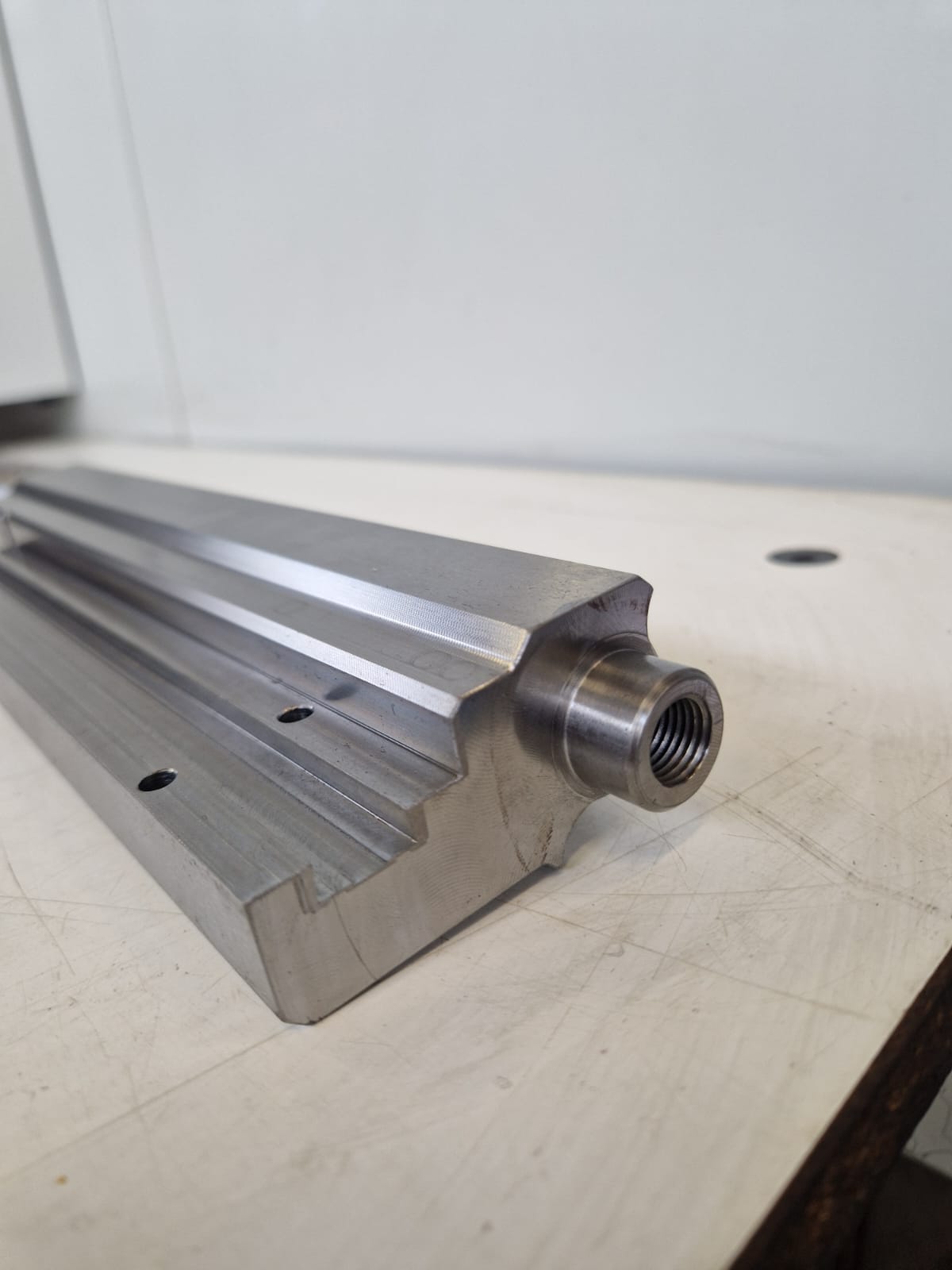
- Filetto in testa:
- Presente un filetto esterno o interno (probabilmente metrico), realizzato sulla parte terminale del componente.
- Serve per fissaggi meccanici o accoppiamento con altri elementi filettati.
- Dentatura evolvente:
- Il pezzo presenta una dentatura a profilo evolvente, tipica di ingranaggi cilindrici.
- Richiede lavorazioni specializzate come fresatura con utensili sagomati o stozzatura, seguite da rettifica dei fianchi se necessaria.
- Fondamentale per garantire una trasmissione di coppia fluida e precisa.
- Fori passanti per passaggio acqua:
- Sono presenti fori longitudinali (o trasversali) per il raffreddamento del componente.
- I fori devono essere rettilinei e ben calibrati, spesso richiedendo lavorazioni profonde e controlli per verificare l’assenza di occlusioni.
- Diametri tollerati e concentrici tra loro:
- Più diametri cilindrici devono essere lavorati con tolleranze ristrette (tipicamente centesimali).
- È essenziale garantire la concentricità tra questi diametri, per evitare squilibri dinamici o errori in accoppiamenti rotanti.
- Sede conica a 6 gradi con tolleranza di 0,01 mm:
- Il componente include una sede conica precisa, inclinata a 6°, probabilmente per accoppiamento con un altro cono (maschio o femmina).
- La tolleranza centesimale (±0,01 mm) richiede rettifica o finitura a CNC multiasse, per garantire il perfetto accoppiamento.
Tipologia di lavorazioni coinvolte:
- Tornitura da barra tonda
- Filettatura (esterna/interna) di precisione
- Fresatura o stozzatura per dentatura evolvente
- Foratura profonda e calibrata per passaggio liquido
- Rettifica o lavorazione di finitura dei diametri e conicità
- Controlli dimensionali con CMM, alesametri e strumenti per concentricità
Obiettivi del lavoro:
- Garantire precisione nella dentatura per trasmissione meccanica affidabile
- Mantenere concentricità dei diametri per equilibrio e funzionalità in rotazione
- Ottenere tolleranze strette su superfici critiche, come il cono e i diametri accoppiati
- Consentire raffreddamento interno tramite i fori passanti per acqua