- Acciaio C45 → acciaio al carbonio di media durezza, adatto alla realizzazione di componenti meccanici soggetti a carichi dinamici e a lavorazioni di tempratura e rettifica.
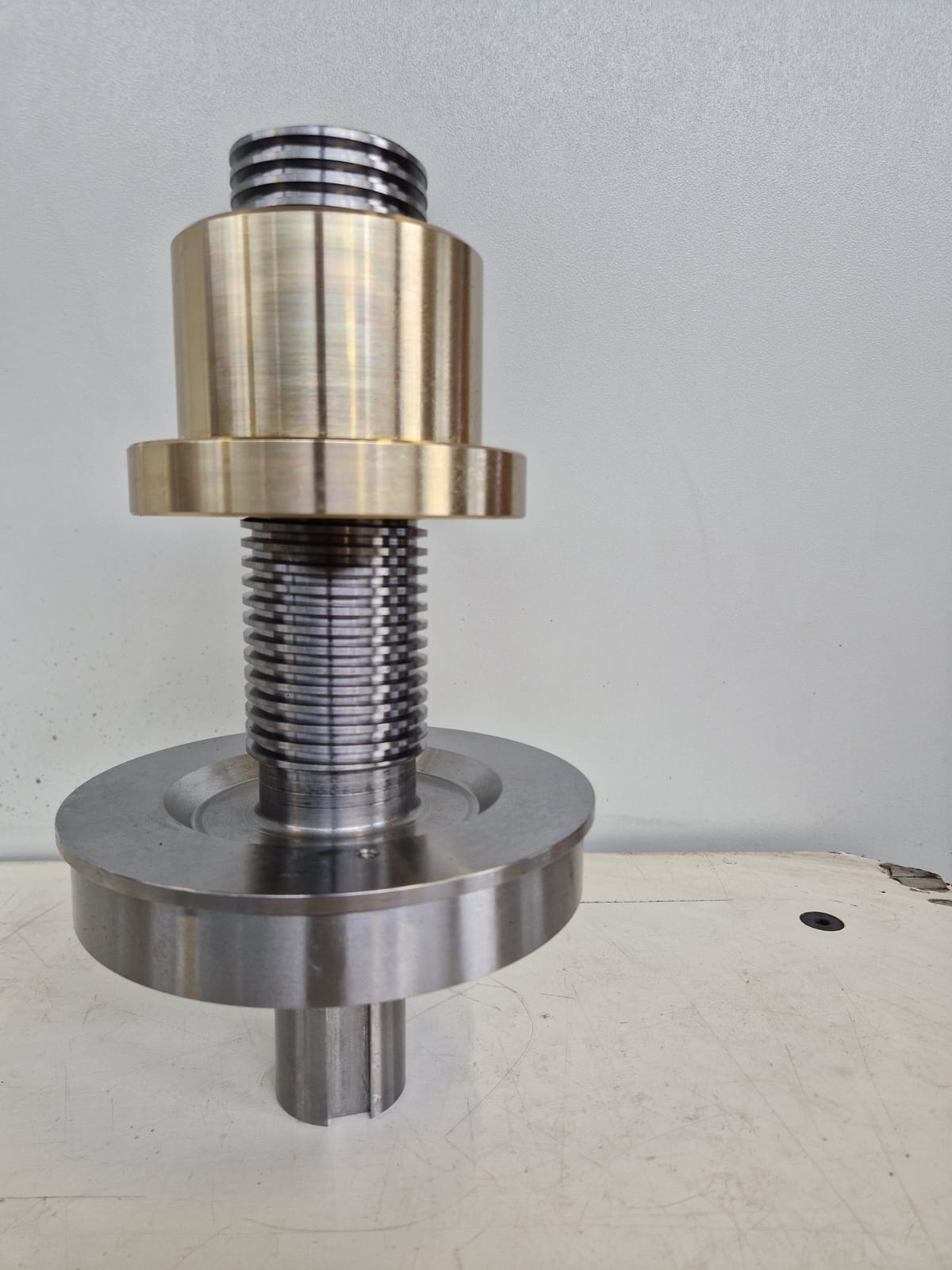
- Bronzo → lega tipicamente impiegata per accoppiamenti anti-grippaggio (es. viti madri) grazie all’elevata resistenza all’usura e buona scorrevolezza.
I due materiali vengono utilizzati in componenti accoppiati tra loro, con lavorazioni meccaniche di precisione e funzione meccanica accoppiata (es. vite-madrevite, giunto scorrevole, ecc.).
Caratteristiche tecniche del pezzo:
- Accoppiamento tramite filetto trapezoidale:
- I due componenti (probabilmente uno in C45 e uno in bronzo) si accoppiano tramite filetto trapezoidale, una filettatura robusta, usata per trasmettere movimenti o carichi (es. vite di manovra).
- Il filetto è concentrico con i diametri esterni/interni: ciò garantisce assenza di sbandamento o eccentricità durante la rotazione.
- Forature:
- Sono presenti fori semplici (passanti o ciechi), destinati probabilmente a fissaggi, montaggi o alloggiamento di perni/viti.
- Le forature devono essere orientate e posizionate con precisione.
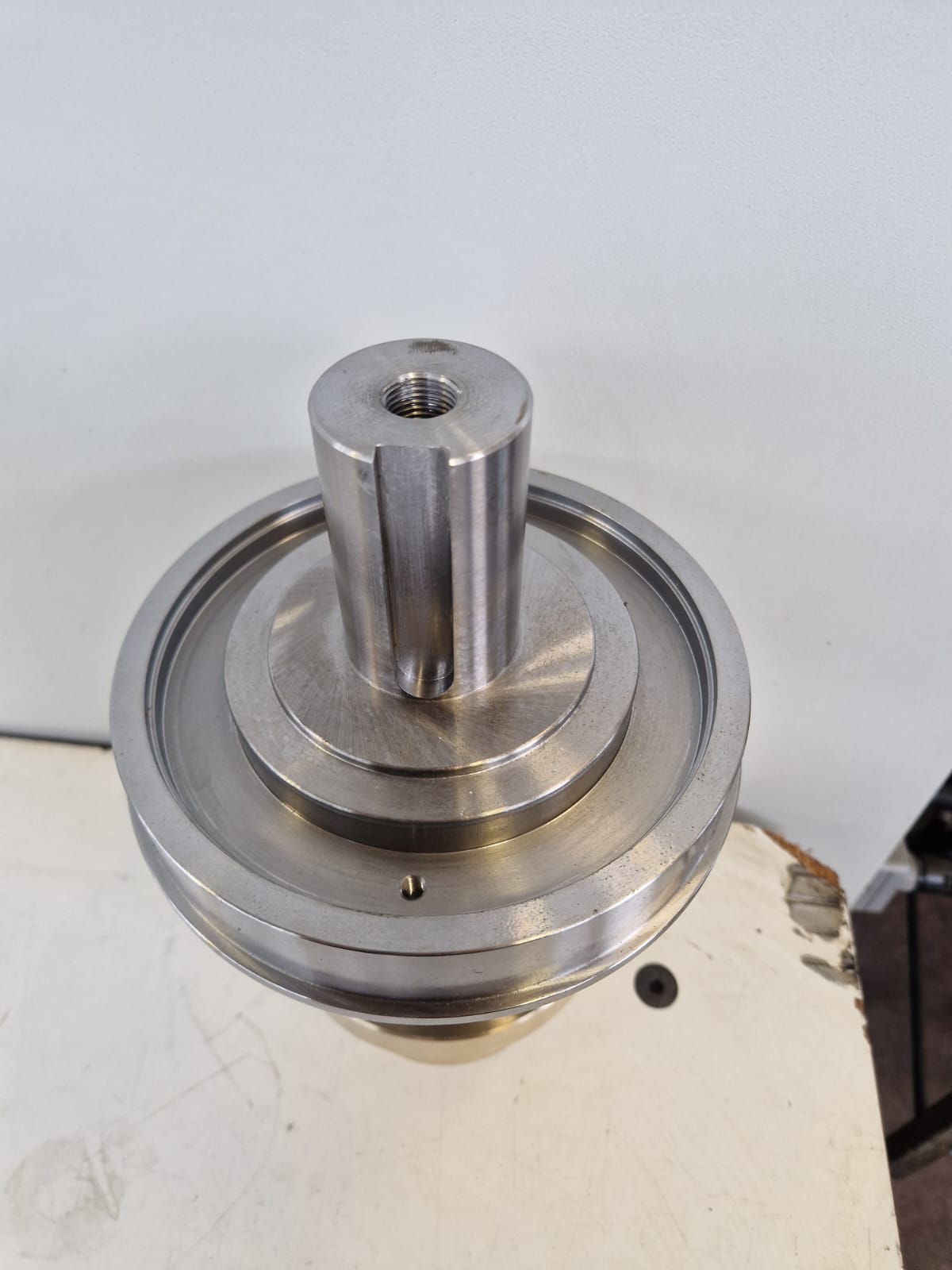
- Foro interno tollerato e concentrico con diametro esterno anch’esso tollerato:
- Il componente presenta un foro interno (es. per un albero) con tolleranze centesimali, il che richiede rettifica o alesatura.
- Questo foro deve essere perfettamente concentrico con il diametro esterno, anch’esso lavorato in tolleranza: fondamentale per rotazione equilibrata e accoppiamento preciso.
- Chiavetta tollerata e orientata con foratura esterna:
- È presente una sede per chiavetta (accoppiamento con albero motore o albero condotto), lavorata in tolleranza ristretta.
- La sede della chiavetta è orientata rispetto a una foratura esterna, quindi è necessario un orientamento angolare preciso durante la lavorazione o il montaggio.
Tipologia di lavorazioni coinvolte:
- Tornitura e fresatura di sgrossatura e finitura
- Filettatura trapezoidale interna o esterna (con utensili speciali o filettatrice CNC)
- Foratura e alesatura in tolleranza
- Rettifica o barenatura per garantire concentricità tra foro e diametro esterno
- Fresatura della sede chiavetta con riferimento angolare
- Controllo di forma e posizione (concentricità, parallelismo, orientamento chiavetta)
Obiettivi del lavoro:
- Garantire perfetto accoppiamento vite-madrevite con filettatura trapezoidale precisa e concentrica
- Assicurare concentricità tra superfici critiche (foro interno ↔ diametro esterno)
- Realizzare sede chiavetta precisa e angolarmente orientata, per trasmissione di coppia senza giochi
- Ottenere tolleranze strette e costanti su tutte le superfici funzionali